- ąĪą═ņo궤o(w©▓)ė═┐šē║ÖC(j©®)
- īŹ(sh©¬)“×(y©żn)╩ęīŻė├ņo궤o(w©▓)ė═┐šē║ÖC(j©®)
- ßt(y©®)ė├¤o(w©▓)ė═┐šē║ÖC(j©®)
- Ė▀Č╦Ęų╬÷āxŲ„īŻė├┐šē║ÖC(j©®)
- ░l(f©Ī)Į═╣▐īŻė├┐šē║ÖC(j©®)
- ╣ŌīW(xu©”)ŲĮ┼_(t©ói)īŻė├┐šē║ÖC(j©®)
- ųŲč§ÖC(j©®)īŻė├┐šē║ÖC(j©®)
- ė═ÜŌ╗ž╩šē║┐sÖC(j©®)
- LNG/CNGīŻė├┐šē║ÖC(j©®)
- ņo궤o(w©▓)ė═ų„ÖC(j©®)
- ¤o(w©▓)ė═╦«ØÖ(r©┤n)╗¼┬▌ŚU┐šē║ÖC(j©®)
- ║¾╠Ä└ĒŽĄ┴ą
╣½╦Šą┬┬ä
£uĮų┴„┴┐ėŗ(j©¼)į┌┐šÜŌē║┐sÖC(j©®)ÜŌ¾w£y(c©©)┴┐ÅVĘ║æ¬(y©®ng)ė├
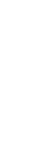
į┌╣ż│╠īŹ(sh©¬)ļHæ¬(y©®ng)ė├ųąŻ¼ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)═©│Żėą╚ńłD2╦∙╩ŠĄ─ÄūĘN░▓čbĘĮ╩Į[10]Ż¼ŲõųąŻ©aŻ®ĪóŻ©bŻ®ĪóŻ©cŻ®╚²ĘNĘĮ╩ĮČ╝ī┘ė┌╦«ŲĮ░▓čbŻ╗Ż©dŻ®ät×ķē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)Ą─┤╣ų▒░▓čbĪŻī”(du©¼)▓╗═¼Ą─┴„¾wæ¬(y©®ng)▓╔ė├▓╗═¼Ą─░▓čbĘĮ╩ĮĪŻŲš═©ę║¾wĪóÜŌ¾wĪó║¼╦«┴┐ę║¾wĄ─ÜŌ¾wĪóĄ═£žÜŌ¾w║═ę║¾wĪó║¼╬ó┴┐╣╠¾wŅw┴ŻĄ─ę║¾w║═ÜŌ¾wĄ╚┐╔▓╔ė├Ż©aŻ®ĪóŻ©cŻ®ĪóŻ©dŻ®ĘĮ╩Į░▓čbŻ╗Ė▀£žę║¾wĪóĖ▀£žÜŌ¾wĪóš¶Ų¹┐╔▓╔ė├Ż©bŻ®ĪóŻ©cŻ®ĪóŻ©dŻ®ĘĮ╩Į░▓čbŻ╗ر’¢║═š¶Ų¹┐╔▓╔ė├Ż©aŻ®ĪóŻ©cŻ®ĪóŻ©dŻ®ĘĮ╩Į░▓čbŻ╗ę║ŻŁÜŌŻ©║¼╬ó┴┐ÜŌ¾wŻ®Īóę║ŻŁ╣╠Ż©║¼╬ó┴┐╣╠¾wŻ®║═ę║ŻŁę║ā╔ŽÓ┴„ųąŻ¼╚ń╣¹ÜŌĪó╣╠ŽÓ▓╗│¼│÷┐╔£y(c©©)┴┐ĘČć·Ż¼Į©ūh╩ūŽ╚▓╔ė├Ż©dŻ®ĘĮ╩Į░▓čbĪŻ
īŹ(sh©¬)“×(y©żn)╝░ĮY(ji©”)╣¹ėæšō
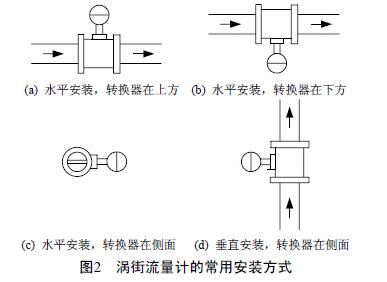
1.1 īŹ(sh©¬)“×(y©żn)čbų├┼c▀^(gu©░)│╠
īŹ(sh©¬)“×(y©żn)čbų├ĮY(ji©”)śŗ(g©░u)╚ńłD3 ╦∙╩ŠŻ¼╦«ĘĆ(w©¦n)ē║╣▐×ķ╣▄┬Ę╠ß╣®║ŃČ©Ą─╦«ē║Ż¼╩╣īŹ(sh©¬)“×(y©żn)Ģr(sh©¬)┴„┴┐ĘĆ(w©¦n)Č©Ż¼╦«┴„┴┐Ą─┤¾ąĪė╔š{(di©żo)╣Ø(ji©”)ķyüĒ(l©ói)š{(di©żo)╣Ø(ji©”)Ż¼┴„┴┐ĘČć·×ķ2Ī½20 m3/hĪŻļŖ┤┼┴„┴┐ėŗ(j©¼)ū„×ķś╦(bi©Īo)£╩(zh©│n)┴„┴┐▒ĒĮo│÷▀M(j©¼n)╚ļīŹ(sh©¬)“×(y©żn)Č╬Ą─╦«Ą─ś╦(bi©Īo)£╩(zh©│n)┴„┴┐ųĄŻ¼Š½Č╚×ķ0.5%ĪŻē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)Ęųäe░┤šš╦«ŲĮ║═┤╣ų▒ā╔ĘNĘĮ╩Į░▓čbį┌īŹ(sh©¬)“×(y©żn)╣▄┬ĘųąŻ¼╦³éāČ╝Š▀ėąūŃē“ķL(zh©Żng)Ą─Ū░Īó║¾ų▒╣▄Č╬ķL(zh©Żng)Č╚Ż¼▓óŪęŲõ╦³░▓čbŚl╝■Č╝ć└(y©ón)Ė±░┤ššęÄ(gu©®)Č©Ą─ę¬Ū¾ĪŻē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)Ą─ą┼╠¢(h©żo)═©▀^(gu©░)╩Š▓©Ų„▓╔╝»Ż¼▓╔śėŅl┬╩▀xė├1000 HzŻ¼├┐ĮMöĄ(sh©┤)ō■(j©┤)░³║¼2500 ³c(di©Żn)ĪŻ
1.2 īŹ(sh©¬)“×(y©żn)ĮY(ji©”)╣¹┼cĘų╬÷
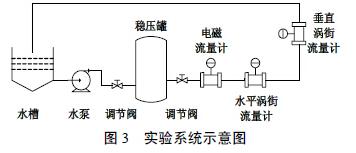
Ęųäeī”(du©¼)į┌╦«ŲĮ║═┤╣ų▒ā╔ĘN░▓čbĘĮ╩ĮĢr(sh©¬)£y(c©©)Ą├Ą─£uĮųą┼╠¢(h©żo)▀M(j©¼n)ąą┐ņ╦┘ĖĄ└’╚~ūāōQŻ©FFTŻ®Ż¼┐╔ęįĄ├ĄĮ£uĮųŅl┬╩ųĄŻ¼łD4Įo│÷┴╦£uĮųŅl┬╩┼c┴„┴┐ų«ķgĄ─ĻP(gu©Īn)ŽĄĪŻÅ─łDųą┐╔ęį┐┤│÷Ż¼ā╔š▀ų«ķgĄ─▓Ņäe║▄ąĪĪŻį┘Ęųäeī”(du©¼)£y(c©©)Ą├Ą─£uĮų┬╩┼c┴„┴┐ū÷┴ŃĮžŠÓūŅąĪČ■│╦öM║ŽŻ¼Ą├ĄĮ╦«ŲĮĪó┤╣ų▒░▓čbĄ─ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)āx▒ĒŽĄöĄ(sh©┤)Ęųäe×ķ2.5202 Hz/(m3/h)║═2.5198 Hz/(m3/h)Ż¼ŽÓī”(du©¼)š`▓ŅąĪė┌0.02%ĪŻ┐╔ęŖŻ¼░▓čbĘĮ╩Įī”(du©¼)ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)Ą─£y(c©©)┴┐ė░Ēæ║▄ąĪŻ¼┐╔ęį║÷┬įĪŻ
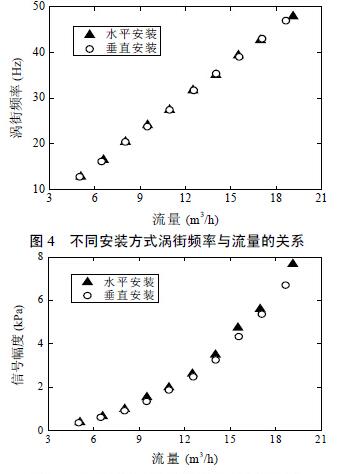
×ķ┴╦▀M(j©¼n)ę╗▓Į蹊┐ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)░▓čbĘĮ╩ĮĄ─ė░ĒæŻ¼▒Š╬─▀Ć▒╚▌^┴╦į┌╦«ŲĮ║═┤╣ų▒ā╔ĘNĘĮ╩ĮŽ┬Ą─£uĮųą┼╠¢(h©żo)Ą─Ę∙Č╚ĪŻłD5 Įo│÷┴╦£uĮųą┼╠¢(h©żo)Ę∙Č╚┼c┴„┴┐ų«ķgĄ─ĻP(gu©Īn)ŽĄŻ¼┐╔ęį┐┤│÷ą┼╠¢(h©żo)Ę∙Č╚Č╝┼c┴„┴┐│╔Į³╦ŲČ■┤╬ĘĮĻP(gu©Īn)ŽĄŻ¼į┌ŽÓ═¼┴„┴┐Ž┬Ż¼ą┼╠¢(h©żo)Ę∙Č╚╗∙▒Š╔ŽŽÓĄ╚Ż¼▀@šf(shu©Ł)├„ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)░▓čbĘĮ╩Įī”(du©¼)Ųõą┼╠¢(h©żo)Ę∙Č╚ė░Ēæ║▄ąĪŻ¼ę▓╝┤ą²£uĄ──▄┴┐Ż©š²▒╚ė┌Ę∙Č╚Ą─ŲĮĘĮŻ®Äū║§▓╗╩▄ė░ĒæĪŻĄ½╩ŪŻ¼ūą╝Ü(x©¼)▒╚▌^┐╔ęį░l(f©Ī)¼F(xi©żn)Ż¼ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)╦«ŲĮ░▓čbĢr(sh©¬)Ą─ą┼╠¢(h©żo)Ę∙Č╚┬į┤¾ė┌┤╣ų▒░▓čbĄ─ŪķørŻ¼▀@└’┐╔Č©ąįĄž└ĒĮŌ×ķŻ¼«ö(d©Īng)ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)┤╣ų▒░▓čbĢr(sh©¬)▓┐Ęųą²£u─▄┴┐ę“?y©żn)ķ┐╦Ę■ųž┴”Č°║─╔óŻ¼╩╣Ą├ē║┐s┐šÜŌ┴„┴┐ėŗ(j©¼)é„ĖąŲ„Ėą£y(c©©)ĄĮĄ─£uĮų─▄┴┐ūā╔┘Ż¼Å─Č°įņ│╔ā╔Č╦Ą─ūāą╬Ż©ų▒ÅĮį÷┤¾Ż®┤¾ė┌╣▄Ų┴ųąķgĄ─ūāą╬Ż╗į┌īÆČ╚ĘĮŽ“╔ŽŻ¼ųąķgõō╣▄Ą─ūāą╬Ż©ų▒ÅĮ£pąĪŻ®┤¾ė┌ā╔é╚(c©©)õō╣▄Ą─ūāą╬ĪŻ▀@ų„ę¬╩Ūė╔ė┌į┌▓╗═¼Ą─║ĖĮėģ^(q©▒)ė“Ż¼║Ė┐pĄ─ūāą╬╝s╩°Śl╝■║═╔ó¤ßŪķør▓╗═¼╦∙ų┬ĪŻį┌╣▄Ų┴║ĖĮėĄ─Ų╩╝Č╬Ż¼ė╔ė┌╣▄Ų┴£žČ╚▌^Ą═Ż¼╔ó¤ß▌^║├Ż¼Ą½ė╔ė┌╣▄Ų┴Č╦▓┐ūāą╬╝s╩°▌^ąĪŻ¼╚▌ęūūāą╬Ż╗«ö(d©Īng)║ĖĮėų┴╣▄Ų┴ųąčļĢr(sh©¬)Ż¼╝┤╩╣£žČ╚╔Ž╔²Ż¼Ą½ūāą╬╩▄ĄĮŪ░║¾╣▄ūėĄ─╝s╩°Ż¼▓╗ęū«a(ch©Żn)╔·ūāą╬Ż╗į┌╣▄Ų┴Ą─╬▓▓┐Ż¼£žČ╚Ė▀Ūę╔ó¤ßŚl╝■▓ŅŻ¼ūāą╬╝s╩°ąĪŻ¼ūŅęūūāą╬ĪŻłD6 Ę┤ė│┴╦į┌═¼ę╗║ĖĮėęÄ(gu©®)ĘČŽ┬Ż¼ė╔”š76Ī┴4 Ą─╣▄ūė║═6Ī┴34 Ą─▒ŌõōĮM║Ė│╔Ą──ż╩Į▒┌╣▄Ų┴čžķL(zh©Żng)Č╚ĘĮŽ“╔ŽĄ─ūāą╬ŪķørŻ¼ų▒ÅĮūā╗»┬╩╝s×ķ0.04%ĪŻį┌īÆČ╚ĘĮŽ“╔ŽŻ¼Š▀ėąŽÓĘ┤Ą─ūāą╬ŪķørĪŻ
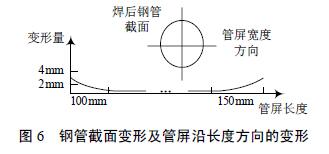
ļm╚╗▓╗═¼Ą─║ĖĮėļŖį┤┐╔ęįįO(sh©©)Č©×ķ▓╗═¼Ą─║ĖĮėęÄ(gu©®)ĘČŻ¼Ą½į┌│ŻęÄ(gu©®)Ą─┐žųŲųąŻ¼ī”(du©¼)ė┌═¼ę╗░č║ĖśīŻ©║ĖĮėļŖį┤Ż®Ż¼Å─Ų╗ĪĄĮ╩š╗ĪŻ©š¹éĆ(g©©)╣▄Ų┴Ą─║ĖĮė▀^(gu©░)│╠ųąŻ®Ą─ęÄ(gu©®)ĘČę╗░Ń╩Ū╣╠Č©Ą─Ż¼Å─Č°ę²Ų╣▄Ų┴ā╔Č╦ūāą╬Ż©▌SŽ“ūāą╬Ż®Ż¼į┌╣ż│╠īŹ(sh©¬)█`ųąŻ¼═∙═∙ąĶę¬ī”(du©¼)╣▄Ų┴ā╔Č╦Ė„Ūą│²200mm ū¾ėęŻ¼└╦┘M(f©©i)┴╦┤¾┴┐Ą─▓─┴ŽĪŻ×ķ£pąĪ║ĖĮėūāą╬Ż¼į┌▒Š┐žųŲŽĄĮy(t©»ng)ųąŻ¼īó║ĖĮė▀^(gu©░)│╠Ą─ęÄ(gu©®)ĘČ░┤łD7 ╦∙╩ŠęÄ(gu©®)┬╔▀M(j©¼n)ąąīŹ(sh©¬)Ģr(sh©¬)š{(di©żo)┐žĪŻ
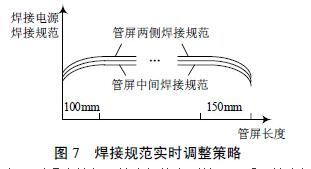
Ų╗ĪĢr(sh©¬)£žČ╚▌^Ą═Ż¼ĮY(ji©”)║Ž║ĖĮėūāą╬ŪķørŻ¼▓╔ė├▌^ąĪ║ĖĮė╣”┬╩Ż¼║ĖĮėų┴100 mm ╠Ä▀M(j©¼n)╚ļĘĆ(w©¦n)╗ĪČ╬Ż¼įO(sh©©)╗žš²│ŻęÄ(gu©®)ĘČŻ©║ĖĮė╣”┬╩ūŅ┤¾Ż®Ż¼į┌ĮK³c(di©Żn)Ū░150 mm ╠ÄŻ¼ė╔ė┌╔ó¤ßŚl╝■▓ŅŻ¼£žČ╚╔Ž╔²▌^┐ņŻ¼ę“┤╦£pąĪ║ĖĮė╣”┬╩Ż©▒╚Ų╗ĪČ╬▀ĆąĪŻ®ĪŻį┌īŹ(sh©¬)ļHæ¬(y©®ng)ė├ųąŻ¼īóöĄ(sh©┤)ō■(j©┤)ęį║ĖĮėęÄ(gu©®)ĘČ║═║ĖĮėķL(zh©Żng)Č╚ī”(du©¼)æ¬(y©®ng)Ą─ą╬╩Į┤µā”(ch©│)į┌┐žųŲŽĄĮy(t©»ng)ųąŻ¼║ĖĮėĄĮī”(du©¼)æ¬(y©®ng)ķL(zh©Żng)Č╚Ģr(sh©¬)ė╔┐žųŲŽĄĮy(t©»ng)Ž┬é„ĄĮ║ĖĮėļŖį┤ųąĪŻ